
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик






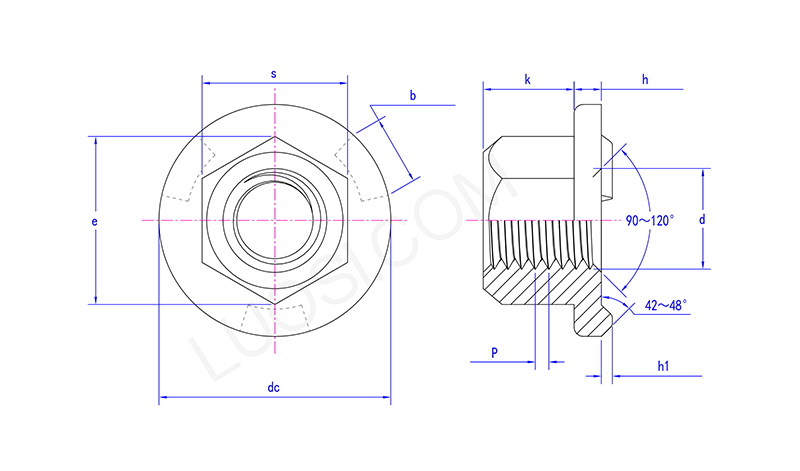
फ्ल्यान्जको साथ उच्च शक्ति वेल्ड हेक्सागन नट
फ्ल्यान्जको साथ उच्च शक्ति वेल्ड हेक्सागन नटको मुख्य फाइदा भनेको तिनीहरूको उच्च पुल-आउट शक्ति, कम्पन प्रतिरोध, र संयोजनको समयमा पङ्क्तिबद्धताको सहजताको संयोजन हो। Xiaoguo® ले प्रतिस्पर्धी मूल्य निर्धारण र कुशल अन्तर्राष्ट्रिय ढुवानी सेवाहरू प्रदान गर्दछ। हामी नि: शुल्क नमूनाहरू प्रदान गर्न सक्छौं।
मोडेल:Q 366-2012
सोधपुछ पठाउनुहोस्
उत्पादन विवरण
कार्बन स्टिल उच्च शक्ति वेल्ड हेक्सागन नट फ्ल्यान्जसँग सामान्यतया 5, 8, वा 10 (ASTM A563 बाट) वा समान ISO गुण वर्गहरू जस्तै 8, 10, 12 जस्ता ग्रेडहरू फिट हुन्छन्। यसले तिनीहरूसँग विशिष्ट मेकानिकल गुणहरू छन् भनेर सुनिश्चित गर्दछ। स्टेनलेस स्टीलले सामान्यतया ASTM A194/A194M वा ASME मापदण्डहरू पूरा गर्दछ, जसले तिनीहरूको रासायनिक श्रृंगारलाई कभर गर्दछ र तिनीहरूले कति राम्रोसँग क्षय प्रतिरोध गर्छन्, यी नटहरूको लागि महत्त्वपूर्ण सामग्री।
| सोम | M8 | M10 | M12 | M14 |
| P | 1.25 | 1.5 | 1.75 | 2 |
| h1 अधिकतम | 1.1 | 1.3 | 1.3 | 1.3 |
| h1 मिनेट | 0.9 | 1.1 | 1.1 | 1.1 |
| dc अधिकतम | 22.5 | 26.5 | 30.5 | 33.5 |
| dc मिनेट | 21.5 | 25.5 | 29.5 | 32.5 |
| e मिनेट | 13.6 | 16.9 | 19.4 | 22.4 |
| h अधिकतम | 2.75 | 3.25 | 3.25 | 4.25 |
| घ मिनेट | 2.25 | 2.75 | 2.75 | 3.75 |
| b अधिकतम | 6.1 | 7.1 | 8.1 | 8.1 |
| b मिनेट | 5.9 | 6.9 | 7.9 | 7.9 |
| k मिनेट | 9.64 | 12.57 | 14.57 | 16.16 |
| k अधिकतम | 10 | 13 | 15 | 17 |
| s अधिकतम | 13 | 16 | 18 | 21 |
| s मिनेट | 12.73 | 15.73 | 17.73 | 20.67 |
सावधानी:
उच्च शक्तिको वेल्ड हेक्सागन नटलाई फ्ल्यान्जको साथ ठीकसँग राख्नु भनेको सही वेल्डिङ चरणहरू प्रयोग गर्नु हो। नटलाई सही स्थानमा सेट गर्न आवश्यक छ र workpiece सतह विरुद्ध कडा समात्न आवश्यक छ - सुनिश्चित गर्नुहोस् कि सतह सफा र पहिले तयार छ। प्रक्षेपण वेल्डिङको लागि, तपाईंले सही वर्तमान, समय, र दबाब प्रयोग गर्नु पर्छ। आर्क वेल्डिङको लागि, यो सही प्रविधिको बारेमा हो। कुनै पनि तरिका, यो अधिकार प्राप्त गर्न महत्त्वपूर्ण छ। तपाईलाई एउटा वेल्ड चाहिन्छ जुन सबै बाटोमा जान्छ, तर नटको थ्रेडहरू गडबड नगरी। यसरी तपाइँ सुनिश्चित गर्नुहुन्छ कि संयुक्त समातिएको छ।
स्थापना निर्देशन:
उच्च शक्तिको वेल्ड हेक्सागन नटलाई फ्ल्यान्जको साथ प्रक्षेपण गर्न, तपाइँलाई सामान्यतया एक विशेष प्रतिरोध वेल्डर चाहिन्छ। यसमा नटको साइज र सामग्रीको लागि काम गर्ने सही इलेक्ट्रोड दबाव, वर्तमान, र समय सेटिङहरू हुनुपर्छ। तपाईंको विशिष्ट नटहरू फिट हुने सुझाव गरिएका सेटिङहरूको लागि निर्माताको जानकारी पाना जाँच गर्नुहोस्।
हट ट्यागहरू: Flange, चीन, निर्माता, आपूर्तिकर्ता, कारखाना संग उच्च शक्ति वेल्ड हेक्सागन नट
सम्बन्धित श्रेणी
हेक्सागन नट
स्क्वायर नट
हेक्सागन फ्ल्यान्ज नट
ताला नट
टोपी नट
हेक्सागन स्लटेड नट
ह्यान्ड स्क्रू द नट
गोलो नट
हब नट्स
टी-नट
रिड नट
अन्य नट
सोधपुछ पठाउनुहोस्
कृपया तलको फारममा आफ्नो सोधपुछ दिन स्वतन्त्र महसुस गर्नुहोस्। हामी तपाईंलाई 24 घण्टामा जवाफ दिनेछौं।








