
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик


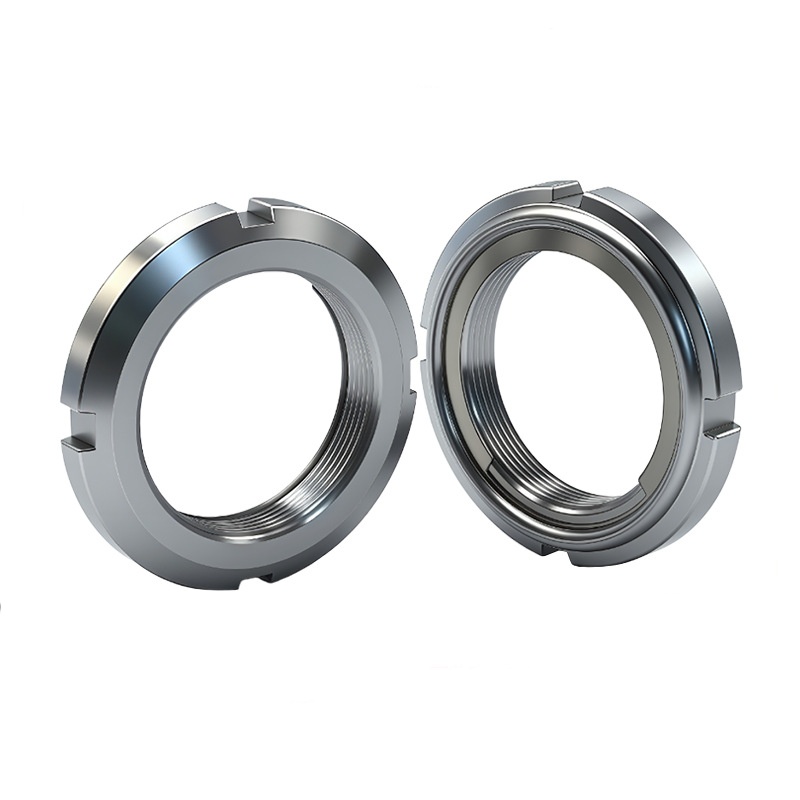
DIN 981 नट
चीन आपूर्तिकर्ता Xiaoguo® ले गोलाकार आकार भएको DIN 981 नट प्रदान गर्दछ। सञ्चालनको क्रममा, यसले सम्पूर्ण संरचनालाई थप कम्प्याक्ट बनाउँछ, थप ठाउँ बचत गर्दछ, र विशिष्ट स्थापना ठाउँ आवश्यकताहरूको साथ सटीक उपकरणहरूको लागि उपयुक्त छ। DIN 981 नट किन्नु तपाईंको लागि धेरै पक्षहरूमा लाभदायक हुनेछ।
सोधपुछ पठाउनुहोस्
उत्पादन विवरण
मूल शक्तिहरू
DIN 981 नटको मुख्य फाइदा तिनीहरूको डिजाइनमा निहित छ, जुन विशेष रूपमा शाफ्टहरूमा रोलिङ बियरिङहरूको सटीक निर्धारणको लागि बनाइएको छ। तिनीहरूको अद्वितीय डिजाइनले सटीक, विश्वसनीयता, सुविधा, र लोड-असर क्षमताको सन्दर्भमा फाइदाहरू प्रदर्शन गरेको छ।
(1) डिजाइन सिद्धान्तहरू र व्यावसायिकता
DIN 981 नटको डिजाइनले विशेष मापदण्डहरूलाई कडाईका साथ पालन गर्दछ, रोलिङ बियरिङहरूसँग सटीक अनुकूलता प्राप्त गर्दछ।
विशिष्ट स्लटिंग र ठीक-दाँत डिजाइन:
एन्टि-लूजिङ स्लट: नटको बाहिरी सर्कलमा समान रूपमा वितरित स्लटहरू। प्रयोगको क्रममा, मिल्दो हुक-आकारको रेन्च वा विशेष उपकरणहरूसँग संयोजनमा यसलाई स्थापना र विच्छेद गर्न आवश्यक छ।
प्रेसिजन फाइन थ्रेड: फाइन-थ्रेडेड डिजाइनको प्रयोग गर्दै, यसले राम्रो सेल्फ-लकिङ प्रदर्शन मात्र प्रदान गर्दैन तर अझ सटीक अक्षीय विस्थापन समायोजनलाई सक्षम बनाउँछ।
(2) मुख्य उपयोग लाभहरू
उच्च परिशुद्धता उत्पादन मापदण्डहरू: मानक फास्टनरहरूको रूपमा, मुख्य आयामहरू जस्तै थ्रेड सटीकता र यी कम्पोनेन्टहरूको अन्तिम अनुहार रनआउटमा कडा सहिष्णुता आवश्यकताहरू छन्।
स्थापना र मर्मत सरल छ: मानक हुक आकारका उपकरणहरू प्रयोग गरेर, यो डिजाइनले सीमित स्थापना स्थानहरूमा पनि लचिलो सञ्चालन सक्षम गर्दछ।
(3) उत्पादनको व्यापक अनुकूलन क्षमता
रिच सामग्री विकल्पहरू: विभिन्न वातावरणहरू समायोजन गर्न, विभिन्न प्रकारका सामग्री विकल्पहरू प्रदान गरिन्छ, जस्तै उच्च-शक्तिको कार्बन स्टील, A2/A4 स्टेनलेस स्टील (304/316), आदि।
विभिन्न सतह उपचार: सतह उपचारहरू जस्तै ग्याल्भेनाइजेशन, ब्ल्याकनिंग, र ड्याक्ट्रोन मार्फत, क्षरण प्रतिरोध बढाउन सकिन्छ, यसलाई आर्द्रता र नुन कुहिरो जस्ता कठोर परिस्थितिहरूको लागि उपयुक्त बनाउँदछ।

सेवा जीवन कसरी विस्तार गर्ने
DIN 981 नटको सेवा जीवन विस्तार गर्न, मूल विचारलाई यसरी संक्षेप गर्न सकिन्छ: सटीक चयन, मानकीकृत स्थापना, र नियमित मर्मत। यहाँ केही प्रमुख व्यावहारिक विधिहरू छन्:
(1) सटीक चयन
वातावरणमा आधारित सतह उपचार छनौट गर्नुहोस्: Dacromet कोटिंगको लागि नुन स्प्रे परीक्षण अवधि 2,000 घण्टा भन्दा बढी हुन सक्छ, जुन परम्परागत ग्याल्भेनाइजेशनको चार गुणा हो।
काम गर्ने वातावरणमा आधारित सामग्री छनौट गर्नुहोस्: उच्च आवृत्ति कम्पन अवस्थाहरूको लागि, उच्च-ग्रेड मिश्र धातु इस्पात (जस्तै शक्तिको सन्दर्भमा ग्रेड 8) चयन गर्नुपर्छ; सामान्य भारको लागि, मानक कार्बन स्टील पर्याप्त छ।
(2) मानकीकृत स्थापना
सही उपकरण प्रयोग गर्नुहोस्: मानक अर्धचन्द्राकार रेन्च प्रयोग गर्न निश्चित गर्नुहोस् र यसको आकार नटको स्लटसँग पूर्ण रूपमा मेल खान्छ भनेर सुनिश्चित गर्नुहोस्।
स्थापना अनुक्रम मास्टर गर्नुहोस्: पहिले, म्यानुअल रूपमा केही पूर्ण मोडहरूमा नट घुमाउनुहोस्। त्यसपछि, निर्धारित क्रममा (जस्तै सममित रूपमा चरण-दर-चरण) कडा गर्न उपकरण प्रयोग गर्नुहोस्।
सफा वातावरण कायम राख्नुहोस्: स्थापना गर्नु अघि, सुनिश्चित गर्नुहोस् कि थ्रेडहरू र सम्पर्क सतहहरू सफा र कुनै पनि विदेशी पदार्थहरूबाट मुक्त छन्।
(३) नियमित मर्मतसम्भार
उचित स्नेहन: नियमित रूपमा थ्रेडेड सतहहरूमा स्नेहन ग्रीसको उचित मात्रा लागू गर्नुहोस्, जसले घर्षण कम गर्न सक्छ, पहिरन र कब्जा रोक्न सक्छ।
नियमित निरीक्षण: यो सिफारिस गरिएको छ कि उत्पादन प्रत्येक 3 देखि 6 महिनामा एक टर्क जाँच हो। एकै समयमा, थ्रेडहरू अक्षुण्ण छन् कि छैनन् भनी दृष्टिगत रूपमा निरीक्षण गर्नुहोस्, र नटहरूमा कुनै दरार, पहिरन वा क्षरणको चिन्हहरू छन् कि छैनन् भनेर जाँच गर्नुहोस्।
नियमित रूपमा सहायक भागहरू अद्यावधिक गर्नुहोस्: प्रत्येक विच्छेदन पछि नयाँ स्टप रिंग प्रतिस्थापन गर्नुपर्छ।

| सोम | M3.5 | M4 | M5 | M6 | M8 | M10 | M12 | M14 | M16 | M18 | M20 |
| P | 0.6 | 0.7 | 0.8 | 1 | 1.25 | 1.5 | 1.75 | 2 | 2 | 2.5 | 2.5 |
| dk अधिकतम | 7 | 8 | 9 | 11 | 14 | 18 | 21 | 24 | 26 | 29 | 32 |
| dk मिनेट | 6.64 | 7.64 | 8.64 | 10.57 | 13.57 | 17.57 | 20.48 | 23.48 | 25.48 | 28.48 | 31.38 |
| k अधिकतम | 3 | 3.5 | 4.2 | 5 | 6.5 | 8 | 10 | 11 | 12 | 13 | 14 |
| k मिनेट | 2.75 | 3.2 | 3.9 | 4.7 | 6.14 | 7.64 | 9.64 | 10.57 | 11.57 | 12.57 | 13.57 |
| n मिनेट | 1.46 | 1.46 | 2.06 | 2.56 | 3.06 | 3.57 | 4.07 | 4.07 | 4.07 | 4.07 | 5.07 |
| n अधिकतम | 1.71 | 1.71 | 2.31 | 2.81 | 3.31 | 3.87 | 4.37 | 4.37 | 4.37 | 4.37 | 5.37 |
| t मिनेट | 1 | 1.2 | 15 | 2 | 2.5 | 3.2 | 3.8 | 3.8 | 3.8 | 4.8 | 4.8 |
| t अधिकतम | 1.40 | 1.60 | 1.90 | 2.4 | 3 | 3.7 | 4.3 | 4.3 | 4.3 | 5.5 | 5.5 |
हट ट्यागहरू: DIN 981 नट, चीन, निर्माता, आपूर्तिकर्ता, कारखाना
सम्बन्धित श्रेणी
हेक्सागन नट
स्क्वायर नट
हेक्सागन फ्ल्यान्ज नट
ताला नट
टोपी नट
हेक्सागन स्लटेड नट
ह्यान्ड स्क्रू द नट
गोलो नट
हब नट्स
टी-नट
रिड नट
अन्य नट
सोधपुछ पठाउनुहोस्
कृपया तलको फारममा आफ्नो सोधपुछ दिन स्वतन्त्र महसुस गर्नुहोस्। हामी तपाईंलाई 24 घण्टामा जवाफ दिनेछौं।
सम्बन्धित उत्पादनहरु








