
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик



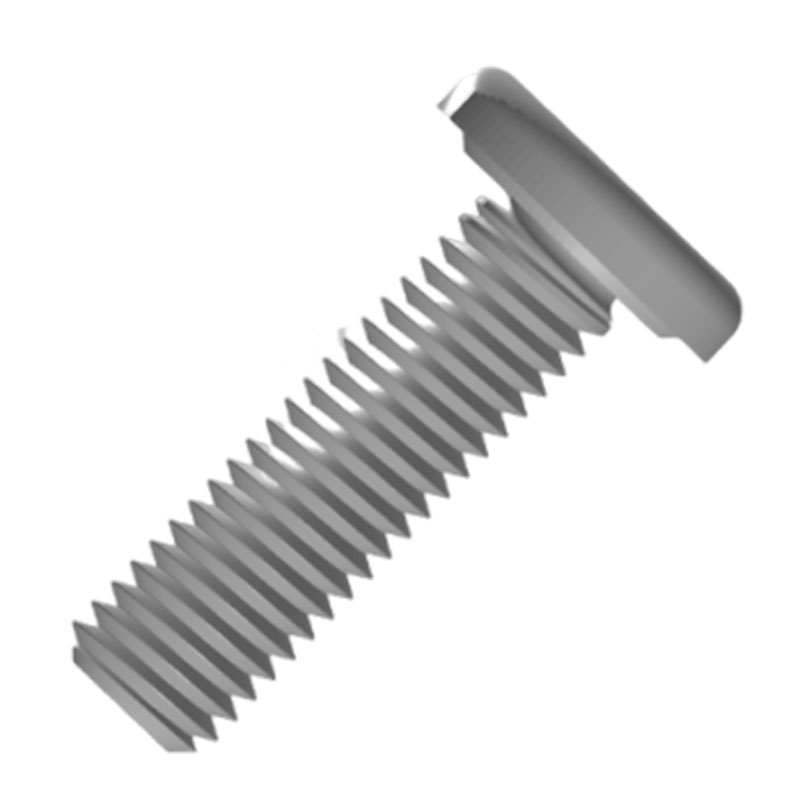
UR प्रोजेक्शन वेल्ड स्टडहरू टाइप गर्नुहोस्
Xiaoguo® को आपूर्तिकर्ता द्वारा उत्पादित प्रकार UR प्रोजेक्शन वेल्ड स्टडहरू IFI 148-4-2002 को मापदण्डहरू अनुरूप छन्। निर्माण प्लान्टहरूमा, तिनीहरू सामान्यतया बाक्लो धातु घटकहरू जडान गर्न प्रयोग गरिन्छ, र यी घटकहरूको सुरक्षित वेल्डिंग महत्त्वपूर्ण महत्त्वको हुन्छ। हामी नि: शुल्क नमूनाहरू प्रस्ताव गर्न सक्छौं।
मोडेल:IFI 148-4-2002
सोधपुछ पठाउनुहोस्
उत्पादन विवरण
टाइप UR प्रोजेक्शन वेल्ड स्टडहरूमा चिल्लो र समतल सतहको साथ ठूलो गोलाकार समतल टाउको आकार हुन्छ, जसले जोडिएको कम्पोनेन्टको सतहसँग सम्पर्क क्षेत्र बढाउन सक्छ। तिनीहरू प्रायः पतली प्लेटहरू र सजावटी अवयवहरूको जडानमा प्रयोग गरिन्छ।
उत्पादन सुविधाहरू
अंडाकार बिन्दुको साथ पूर्ण रूपमा थ्रेड गरिएको स्टडहरूमा अनिवार्य रूपमा सम्पूर्ण स्टडमा थ्रेडहरू दौडिन्छन्, जसको एउटा छेउ बिस्तारै अंडाकार टाउकोमा साँघुरो हुन्छ। यो एक गाईड जस्तै हो, स्थापना को समयमा प्वाल मा सजिलै संग स्टड मार्गदर्शन। यसको मतलब यो हो कि तपाईले भागहरूमा थ्रेडहरूलाई क्षति पुर्याउने सम्भावना कम छ, विशेष गरी जब म्यानुअल रूपमा वा साँघुरो ठाउँहरूमा सञ्चालन गर्दा। अर्को छेउमा मानक नट प्रयोग गर्नुहोस्।
वेल्डिङ पूरा भएपछि, प्रकारको UR प्रोजेक्शन वेल्ड स्टडहरूले वर्कपीससँग उच्च-शक्तिको जडान बनाउँछ, ठूला तन्य बलहरू, शियर बलहरू र कम्पनहरू सामना गर्न सक्षम हुन्छ। लामो समयसम्म प्रयोग गर्दा पनि, बाह्य शक्ति वा उपकरण कम्पनहरूको अधीनमा हुँदा, यो ढिलो हुने वा खस्ने सम्भावना छैन, जस्तै स्टील संरचनाहरू निर्माण गर्दा स्टिल बीमहरू र स्टिल स्तम्भहरू बीचको जडान नोडहरूको वेल्डिंगमा, जसले भवन संरचनाको स्थिरता सुनिश्चित गर्न सक्छ।
UR प्रोजेक्शन वेल्ड स्टडको थ्रेडेड प्रशोधन शुद्धता उच्च छ। तिनीहरू मानक नटहरू वा आन्तरिक थ्रेडहरूसँग कम्पोनेन्टहरूसँग कडा र सहज रूपमा फिट हुन्छन्, र स्थापनाको क्रममा टाँसिने वा थ्रेड स्लिपेज जस्ता कुनै समस्याहरू हुँदैनन्। यसले सुनिश्चित गर्दछ कि अन्य कम्पोनेन्टहरूको पछिको स्थापना सजिलै र शुद्धताका साथ पूरा गर्न सकिन्छ, जसले गर्दा समग्र असेंबली गुणस्तर सुधार हुन्छ।
प्रकार UR प्रोजेक्शन वेल्ड स्टडहरू सञ्चालन गर्न धेरै सजिलो छन् र जटिल स्थिति प्रक्रिया आवश्यक पर्दैन। वेल्डिङ प्रक्रियाको बखत, टाउकोमा विशेष उठाइएको डिजाइनले यसलाई वेल्डिङको टुक्रामा छिट्टै पालन गर्न सक्षम बनाउँछ। एकपटक वेल्डिङ उपकरण सक्रिय भएपछि, उठेको भाग छिटो पग्लन्छ, दृढतापूर्वक स्टडलाई वेल्डिङको टुक्रामा जोड्छ। यसले महत्त्वपूर्ण रूपमा स्थापना समय घटाउँछ र उत्पादन दक्षता बढाउँछ।
उत्पादन मापदण्डहरू

|
सोम |
#४ |
#६ |
#8 |
#१० |
१/४ | ५/१६ | ३/८ | १/२ |
|
P |
40 |
32 | 32 | 24 | 20 | 18 | 16 | 13 |
|
dk अधिकतम |
0.26 | 0.323 | 0.385 | 0.448 | 0.575 | 0.755 | 0.88 | 1.005 |
|
dk मिनेट |
0.24 | 0.030 | 0.365 | 0.428 | 0.555 | 0.725 | 0.85 | 0.975 |
|
k अधिकतम |
0.046 | 0.052 | 0.068 | 0.068 | 0.083 | 0.099 |
0.114 |
0.146 |
|
k मिनेट |
0.036 | 0.042 | 0.058 | 0.058 | 0.073 | 0.089 | 0.104 | 0.136 |
|
d1 |
0.195 | 0.219 | 0.266 | 0.328 | 0.422 | 0.531 | 0.641 | 0.72 |
|
h अधिकतम |
0.013 | 0.015 | 0.018 | 0.02 | 0.027 | 0.033 | 0.037 | 0.047 |
|
h min |
0.008 | 0.01 | 0.013 | 0.015 | 0.021 | 0.027 | 0.031 | 0.041 |
|
e |
0.022 | 0.025 | 0.031 | 0.035 | 0.048 | 0.06 | 0.068 | 0.088 |
|
r अधिकतम |
0.015 | 0.02 | 0.025 | 0.03 | 0.04 | 0.045 | 0.05 | 0.06 |
हट ट्यागहरू: प्रकार UR प्रोजेक्शन वेल्ड स्टड, चीन, निर्माता, आपूर्तिकर्ता, कारखाना
सम्बन्धित श्रेणी
सोधपुछ पठाउनुहोस्
कृपया तलको फारममा आफ्नो सोधपुछ दिन स्वतन्त्र महसुस गर्नुहोस्। हामी तपाईंलाई 24 घण्टामा जवाफ दिनेछौं।








