
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик






समय बचत क्लिन्चिंग नट
स्थापनाको क्रममा, समय बचत क्लिन्चिंग नटले वरपरको पाना धातुलाई विकृत गर्दछ, बलियो मेकानिकल इन्टरलक सिर्जना गर्दछ। Xiaoguo® बोल्ट, नट र स्क्रू उत्पादन गर्ने भरपर्दो आपूर्तिकर्ता हो।
मोडेल:QIB/IND CLA
सोधपुछ पठाउनुहोस्
उत्पादन विवरण
समय बचत क्लिन्चिङ नट सही रूपमा स्थापित गर्नको लागि, तपाईंलाई मिल्दो प्रेस चाहिन्छ - हाइड्रोलिक, वायमेटिक, वा सर्वो-इलेक्ट्रिक हुन सक्छ - टनेजमा राम्रो नियन्त्रणको साथ, साथै राम्रोसँग बनाइएको उपकरणहरू (एक पंच र डाइ सेट)। पंचले सिधै नटमा धकेल्छ, यसलाई सपोर्टिङ डाइ गुहामा सेट गरिएको पाना धातुमा चलाउँछ। राम्रोसँग डिजाइन गरिएको डाइले नटको क्लिन्चिङ भागहरूमा सामग्रीलाई नियन्त्रणमा प्रवाह गर्न दिन्छ। बललाई स्थिर राख्नु र सबै पङ्क्तिबद्ध हुनु साँच्चै महत्त्वपूर्ण छ। यदि तपाईंले पर्याप्त बल प्रयोग गर्नुभएन भने, क्लिन्च कमजोर हुनेछ। धेरै प्रयोग गर्नुहोस्, र तपाईंले नट वा पानालाई हानि गर्न सक्नुहुन्छ। र तपाईंले पहिले केहि पूर्व-थ्रेड गर्न आवश्यक छैन।
लागू परिदृश्यहरू:
समय बचत क्लिन्चिङ नटहरू उद्योगहरूमा धेरै प्रयोग गरिन्छ जुन पाना धातुलाई कुशलतापूर्वक सँगै राख्न आवश्यक छ। तपाईंले तिनीहरूलाई कारहरूमा फेला पार्नुहुनेछ - शरीर प्यानलहरू, कोष्ठकहरू, चेसिस भागहरूका लागि। तिनीहरू इलेक्ट्रोनिक्समा पनि छन्, जस्तै घेराहरू, र्याकहरू, र ताप सिङ्कहरू। HVAC प्रणालीहरूले तिनीहरूलाई डक्टिङ र एकाइहरूमा पनि प्रयोग गर्दछ। उपकरणहरू, तिनीहरूका फ्रेमहरू र आवासहरू, दूरसंचार क्याबिनेटहरू, फर्निचरहरू, र प्रकाशहरू - तिनीहरू सबैले समय-बचत क्लिन्चिङ नटहरू प्रयोग गर्छन्।
कुनै पनि काम जसलाई बलियो, भरपर्दो थ्रेडेड स्टड चाहिन्छ पाना धातु (र सिटिंग फ्लश) बाट टाँसिने समय बचत क्लिन्चिंग नट संग राम्रोसँग काम गर्दछ। यसले ती ठूला वेल्ड नटहरू वा लूज फास्टनरहरूलाई प्रतिस्थापन गर्दछ, जसले डिजाइन र निर्माण दुवैलाई सरल बनाउँछ।
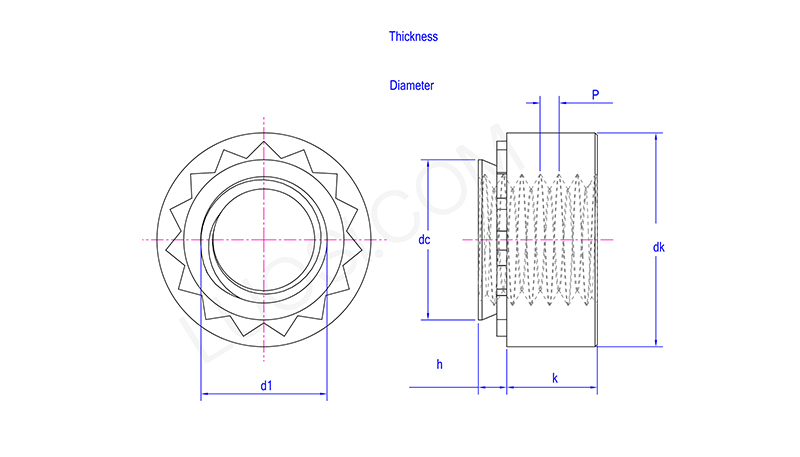
| सोम | २५६-० | २५६-१ | २५६-२ | ३४८-० | ३४८-१ | ३४८-२ | ४४०-० | ४४०-१ | ४४०-२ | ४४०-३ | ६३२-० |
| P | 56 | 56 | 56 | 48 | 48 | 48 | 40 | 40 | 40 | 40 | 32 |
| d1 | #२ | #२ |
#२ |
#३ |
#३ |
#३ |
#४ |
#४ |
#४ |
#४ |
#६ |
| dc अधिकतम | 0.165 | 0.165 | 0.165 | 0.165 |
0.165 |
0.165 |
0.165 |
0.165 |
0.165 |
0.165 |
0.187 |
| माउन्टिंग प्वालहरूको व्यास न्यूनतम |
0.166 | 0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.1875 |
| माउन्टिंग प्वालहरूको व्यास अधिकतम |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.1905 |
| dk मिनेट | 0.24 | 0.24 | 0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.27 |
| dk अधिकतम | 0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.29 |
| h अधिकतम | 0.03 | 0.038 | 0.054 | 0.03 | 0.038 | 0.054 | 0.03 | 0.038 | 0.054 | 0.087 | 0.03 |
| h कोडर | 0 | 1 | 2 | 0 | 1 | 2 | 0 | 1 | 2 | 3 | 0 |
| k अधिकतम | 0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
| k मिनेट | 0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
| माउन्टिंग प्लेटको मोटाई न्यूनतम |
0.03 | 0.04 | 0.056 | 0.03 | 0.04 | 0.056 | 0.03 | 0.04 | 0.056 | 0.091 | 0.03 |
जंग विरोधी उपचार:
यो नटमा प्रायः सतहको उपचार हुन्छ जसले तिनीहरूलाई खियाको प्रतिरोध गर्न र राम्रो देखिन मद्दत गर्दछ। सामान्यमा जस्ता प्लेटिङ - स्पष्ट, पहेंलो, वा कालो - जस्ता-निकेल प्लेटिङ, Geomet® (एक गैर-इलेक्ट्रोलाइटिक अकार्बनिक कोटिंग), र स्टेनलेस स्टीलको लागि निष्क्रियता समावेश गर्दछ। कोटिंगले क्लिन्चिङ प्रक्रियाको उच्च दबाबको बिरूद्ध चिप्लन बिना नै होल्ड गर्न आवश्यक छ।
हट ट्यागहरू: समय बचत क्लिन्चिंग नट, चीन, निर्माता, आपूर्तिकर्ता, कारखाना
सम्बन्धित श्रेणी
हेक्सागन नट
स्क्वायर नट
हेक्सागन फ्ल्यान्ज नट
ताला नट
टोपी नट
हेक्सागन स्लटेड नट
ह्यान्ड स्क्रू द नट
गोलो नट
हब नट्स
टी-नट
रिड नट
अन्य नट
सोधपुछ पठाउनुहोस्
कृपया तलको फारममा आफ्नो सोधपुछ दिन स्वतन्त्र महसुस गर्नुहोस्। हामी तपाईंलाई 24 घण्टामा जवाफ दिनेछौं।








