
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик






आन्तरिक थ्रेड वेल्ड स्टड
राम्रोसँग स्थापित आन्तरिक थ्रेड वेल्ड स्टड, भरपर्दो आपूर्तिकर्ताहरूबाट प्राप्त, असाधारण रूपमा बलियो, भरपर्दो जडानहरू उच्च तन्य र कतरनी शक्ति क्षमताहरूसँग सिर्जना गर्नुहोस्, प्रत्येक परियोजनामा लगातार गुणस्तर सुनिश्चित गर्दै। एक दशक भन्दा बढी अनुभव संग, Xiaoguo® ले बलियो ग्राहक सम्बन्ध निर्माण गरेको छ र प्रमुख आपूर्तिकर्ता संग विश्वसनीय साझेदारी स्थापित गरेको छ।
मोडेल:Q 110-2012
सोधपुछ पठाउनुहोस्
उत्पादन विवरण
ओभन, फ्रिज, वाशिङ मेसिन जस्ता उपकरण बनाउने क्रममा आन्तरिक थ्रेड वेल्ड स्टडले बाहिरी प्यानलहरू, आन्तरिक कोष्ठकहरू, इन्सुलेशन, र तारिङ ट्यूबहरू ठाउँमा राख्छन्, र तिनीहरूले यसलाई सफा र कुशलतापूर्वक गर्छन्। इलेक्ट्रोनिक्स केसहरू, कन्ट्रोल प्यानलहरू, र स्विचगियरहरूका लागि, तिनीहरूले ग्राउन्डिङ स्ट्र्यापहरू, माउन्ट सर्किट बोर्डहरू, र भागहरू जोड्न बलियो थ्रेडेड स्पटहरू प्रदान गर्छन्। यसले केसको संरचनालाई गडबड नगरी विद्युतीय रूपमा सुरक्षित र मेकानिकली रूपमा स्थिर राख्छ।
| सोम | Φ३ |
Φ4 |
Φ5 |
Φ६ |
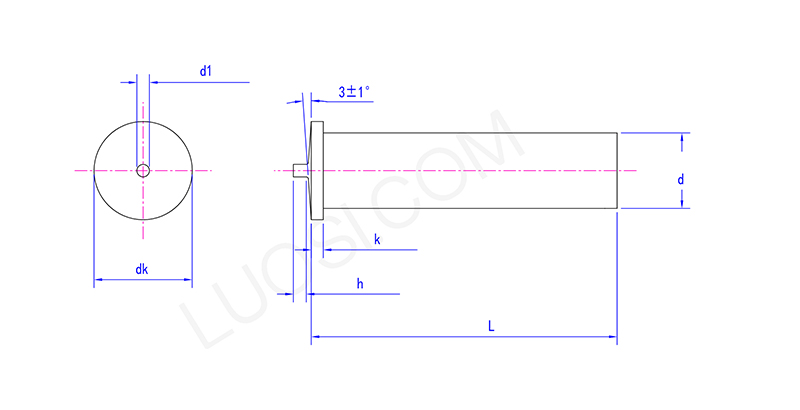
| d अधिकतम | 3.1 | 4.1 | 5.1 | 6.1 |
| d मिनेट | 2.9 | 3.9 | 4.9 | 5.9 |
| dk अधिकतम | 4.7 | 5.7 | 6.7 | 7.7 |
| dk मिनेट | 4.3 | 5.3 | 6.3 | 7.3 |
| d1 अधिकतम | 0.68 | 0.73 | 0.83 | 0.82 |
| d1 मिनेट | 0.52 | 0.57 | 0.67 | 0.67 |
| h अधिकतम | 0.6 | 0.6 | 0.85 | 0.85 |
| घ मिनेट | 0.5 | 0.5 | 0.75 | 0.75 |
| k अधिकतम | 1.4 | 1.4 | 1.4 | 1.4 |
| k मिनेट | 0.7 | 0.7 | 0.8 | 0.8 |
सतह उपचार विधि:
आन्तरिक थ्रेड वेल्ड स्टडहरू सामान्यतया तिनीहरूको सेवा जीवन बृद्धि गर्न सतह उपचारको अधीनमा हुन्छन्। सामान्य उपचार विधिहरूमा ग्याल्वनाइजेशन समावेश छ, जुन या त इलेक्ट्रोप्लेट वा मेकानिकली रूपमा जम्मा गर्न सकिन्छ। यो एक लागत-प्रभावी दृष्टिकोण हो जसले तिनीहरूको लागि आधारभूत रस्ट रोकथाम क्षमताहरू प्रदान गर्दछ। अधिक गम्भीर प्रयोग परिदृश्यहरूमा, प्रोट्रुसनहरू कोटिंग्स वा केवल स्टेनलेस स्टीलबाट बनेको उपचार गर्न सकिन्छ। यस अवस्थामा, तपाईंले वेल्डिङ प्रक्रियाको लागि मिल्दो र उपयुक्त कोटिंग चयन गर्न आवश्यक छ, र सुनिश्चित गर्नुहोस् कि चयन गरिएको सामग्री वा कोटिंग स्थापना स्थानको लागि उपयुक्त छ र प्रोट्रुसनहरूको परिदृश्य प्रयोग गर्नुहोस्। यस तरीकाले, तिनीहरू सम्भव भएसम्म टिकाउ हुन सक्छन्।
न्यूनतम अर्डर मात्रा र छुट:
धेरैजसो आन्तरिक थ्रेड वेल्ड स्टडहरूका लागि, तपाईंले अर्डर पुष्टि गरेपछि तिनीहरूलाई तयार पार्ने सामान्य समय (FOB) २५ देखि ३५ दिनको हुन्छ। हाम्रो मानक निर्यात न्यूनतम अर्डर सामान्यतया एक केस वा एक प्यालेट हो, तर यो उतार-चढाव हुन सक्छ, विशेष गरी केहि आकारहरूको लागि हामीसँग धेरै मात्रा छ। यदि तपाईंले धेरै अर्डर गर्नुभयो भने, तपाईंले राम्रो मूल्यहरू प्राप्त गर्न सक्नुहुन्छ, र हामी तिनीहरूलाई बनाउन र ढुवानीलाई प्राथमिकता दिनेछौं।
हट ट्यागहरू: आन्तरिक थ्रेड वेल्ड स्टड, चीन, निर्माता, आपूर्तिकर्ता, कारखाना
सम्बन्धित श्रेणी
सोधपुछ पठाउनुहोस्
कृपया तलको फारममा आफ्नो सोधपुछ दिन स्वतन्त्र महसुस गर्नुहोस्। हामी तपाईंलाई 24 घण्टामा जवाफ दिनेछौं।








